
In 1997 wurde durch die Verabschiedung des Kyoto Protokolls ein bedeutender Schritt zur Reduzierung der Klimaerwärmung eingeleitet: der Ausstoß von Treibhausgasen wird seither kontinuierlich reduziert. Die Folge für die Klima- und Kälteindustrie ist der Versuch der Eindämmung von direkten Emissionen sowohl durch die Reduzierung der Kältemittelmenge im System als auch durch die Verbesserung der Dichtheit der Systeme. Effizienzerhöhung der Anlagen reduziert den Energieverbrauch und damit die Emission von CO2 in die Atmosphäre. Durch Einreihung der Kältemittel gemäß GWP als Äquivalent zur Freisetzung von CO2 und teilweise durch Besteuerung wird das Ausweichen auf natürliche Kältemittel motiviert. Ersatzkältemittel mit immer geringeren GWP-Werten wurden und werden in kurzer Folge auf den Markt gebracht, was zu einer Verunsicherung der Industrie geführt hat.
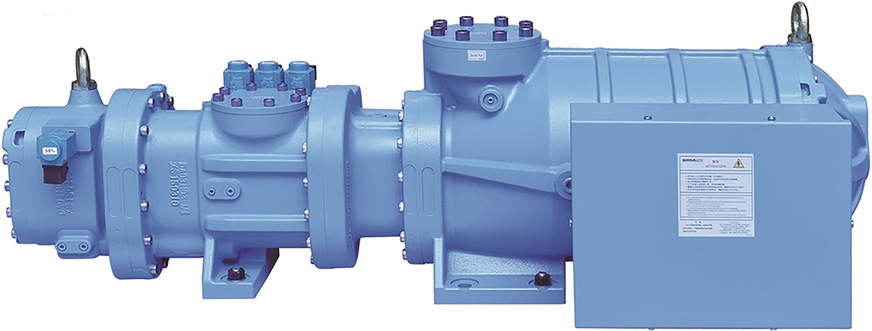
Bild: SRMTEC
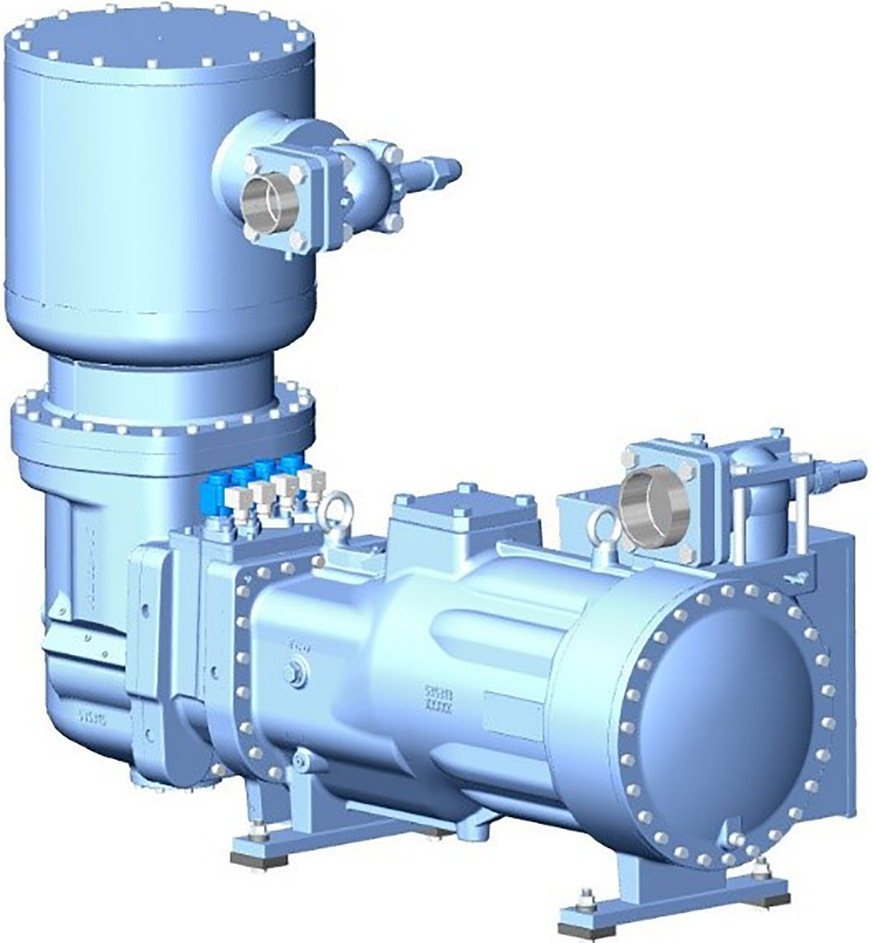
Bild: SRMTEC
Neues Denken für alte Kältemittel
Um die eigentlich schon altbekannten natürlichen Kältemittel (CO2 = R 744, Ammoniak = R 717, Propan = R 290) als langfristige Alternative neu zu etablieren, mussten Standards eingeführt bzw. angepasst werden und insbesondere für die hohen Drucklagen von CO2 mussten Komponenten entwickelt werden. Diese Komponenten waren zunächst für eine Kostensteigerung verantwortlich, welche zur Realisierung von Einsparpotentialen an anderer Stelle zum Margenerhalt und damit Kostendruck führten.
Inzwischen sind die natürlichen Kältemittel flächendeckend in kältetechnischer Qualität kostengünstig verfügbar und durch den Mengeneffekt sind die Komponentenpreise gesunken. Dennoch hatten diese Effekte Auswirkungen auf die Vertriebskanäle und die Wertschöpfungskette.
Jeder Marktteilnehmer hat in den vergangenen Jahren versucht, die Wertschöpfung zu erhöhen. So produzieren viele Komponentenhersteller heute komplette Anlagen, Großhändler produzieren ihre eigenen Anlagen und Anlagenbauer integrieren den Service. Große Endabnehmer haben die Expertise ins Haus geholt und spezifizieren/planen ihre Anlagen im Detail; dabei wurden häufig Anlagenbauer zu reinen Installateuren, welche sich auf einen Industriezweig spezialisieren mussten.
Folge ist neben und durch den verstärkten Preisdruck vor allem die Tendenz zu standardisierten, modularen Anlagen, welche mit Fabrikgarantien versehen sind, und keinen Raum für Anpassungen oder Reparaturen lassen.
Der Trend hat sich mit den Diskussionen um den Klimawandel beschleunigt und Neuanlagen sind inzwischen in der überwiegenden Mehrheit mit natürlichen Kältemitteln versehen, wobei CO2 vor allem im Supermarktbereich dominiert.
Die traditionelle Trennlinie zwischen der gewerblichen und der industriellen Kälteindustrie verschwimmt zusehends, CO2-Anlagen dringen in größere Kapazitätsbereiche vor, kompakte Ammoniakanlagen werden in Kaltwassersätzen von 200 bis 800 kW eingesetzt und durch die Normenänderungen werden Propananlagen mit kleiner Kältemittelmenge verstärkt verwendet.

Bild: SRMTEC
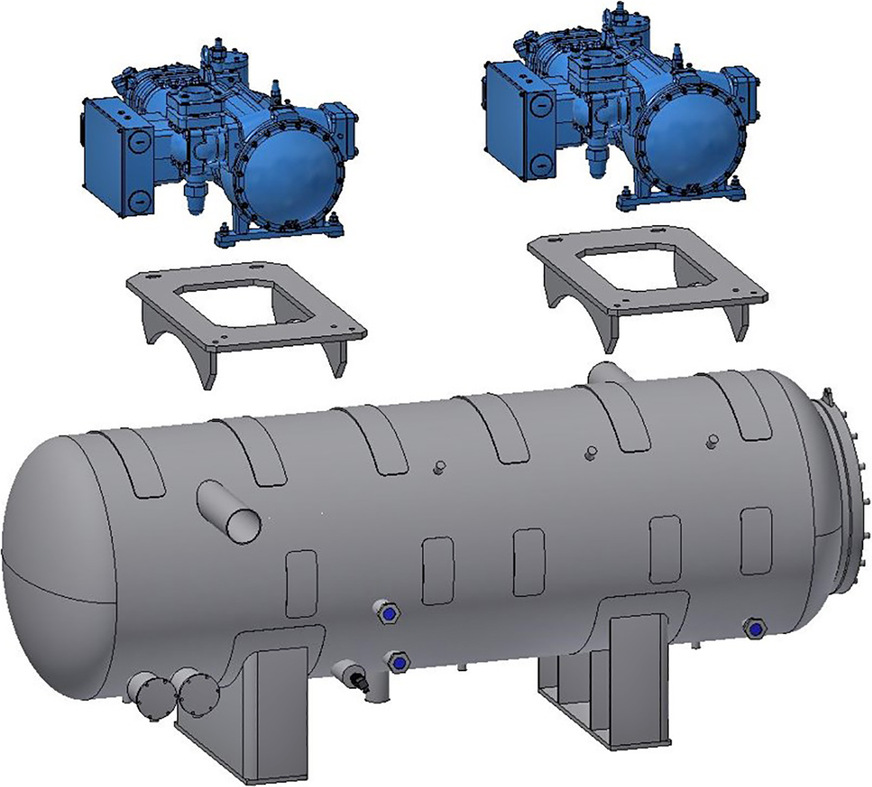
Bild: SRMTEC
Neue Technik erfordert stetiges Lernen
Das rasche Fortschreiten der Normen zwingt die „ex-freon“ Anlagenbauer, Installateure und Anwender zum steten Lernen, die Anbieter von Anlagen und Komponenten zu besseren technischen Betriebsanleitungen und Unterstützung bzw. zu umfassenden Komplettangeboten mit integrierten „gewerblichen“ Features welche über die traditionellen industriellen Standards hinausgehen. Der Zwang zu immer höherer Energieeffizienz lässt die bisherigen Methoden der Rückkühlung fragwürdig erscheinen. Der holistische Ansatz von Heizen und Kühlen als die beiden Seiten der energetischen Gleichung wird zu neuen, Smart Grid-basierten Systemen führen.
Ammoniak als nicht ozonabbauende Substanz ohne direkten Einfluss auf Treibhauseffekte mit einer Energieeffizienz mindestens ebenbürtig zu R 22 lässt dieses Kältemittel als langfristige Alternative erscheinen. Der günstige Preis und die Verfügbarkeit machen es kommerziell sehr interessant. Die hohe Enthalpiedifferenz, welche für große industrielle Anwendungen einen Vorteil bringt, kann jedoch bei kleineren Kapazitäten die Steuerung etwas erschweren. Entflammbarkeit und Toxizität erfordern zwar spezielle Sicherheitsvorkehrungen, insbesondere zweckbestimmte Maschinenräume mit automatischer Zwangsbelüftung, aber keine über die anderer Kältemittel wie CO2 hinausgehenden Maßnahmen. Die Nicht-Mischbarkeit von Mineralöl und Ammoniak erfordert gezielte Designvorkehrungen zur Ölabscheidung und -rückführung bei der Anlagenplanung und Ausführung. Die Unverträglichkeit von Kupfer und Ammoniak führte in der Vergangenheit zur Anwendung von „offenen“ Systemen, in welchen der Motor und der Verdichter über eine Kupplung verbunden waren. Motor und Verdichter müssen ausgerichtet werden, die Kupplung und Wellenabdichtung bedarf einer gewissen Wartung und muss nach einer gewissen Laufzeit ausgetauscht werden. Trockener Betrieb und Alterung kann zu Leckagen führen, welche durch den beißenden Geruch von Ammoniak sofort (auch in der weiteren Nachbarschaft) wahrgenommen werden.

Bild: SRMTEC
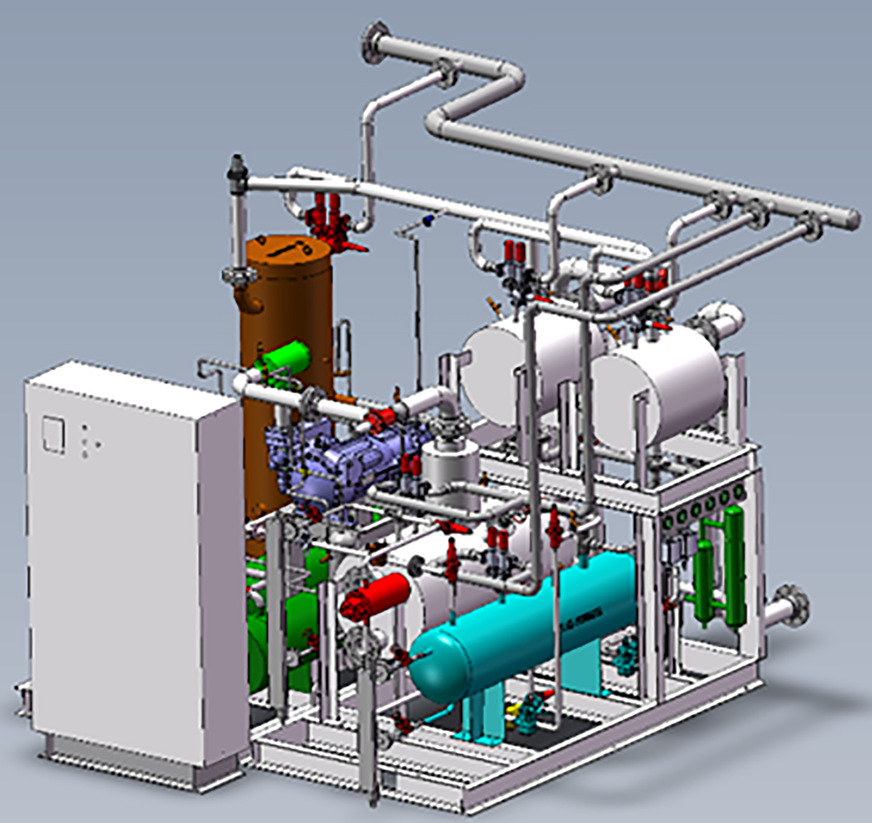
Bild: SRMTEC

Bild: SRMTEC
Eine Vielzahl an Ammoniak-Verdichtern
Um die Vorbehalte gegen Ammoniak auszuräumen bzw. die Umstellung auf dieses Kältemittel zu erleichtern hat SRM, schwedischer Pionier der Schraubenverdichter seit 1910, eine komplette halb-hermetische Verdichter-Baureihe entwickelt, welche besonders die umsteigewilligen Marktteilnehmer ansprechen soll. Sie wurde seit 2017 im Markt eingeführt.
Alle Verdichter sind mit der neuesten Technologie von SRM versehen, was höchste Effizienz verspricht.
Generös dimensionierte Lager garantieren Geräuscharmut und eine wartungsfreie Lebensdauer von 60 000 Betriebsstunden, was im Standardbetrieb zehn Jahre bedeutet.
Die zweistufige Ausführung lässt einen äußerst kompakten Aufbau für Schockfroster und Tieftemperatur Anwendungen zu, für die traditionell Booster-Systeme Verwendung fanden. Dies ist insbesondere für beengte Verhältnisse, wie sie in Fischereischiffen oder Containern auftreten, von Vorteil.
Allen Verdichtern ist der Permanent Magnet Synchron Motor gemeinsam. Durch Verwendung von Aluminiumwicklungen können dauerhaft keine Probleme durch Ammoniak auftreten. Als PM Motor kann eine kleine Bauform und trotzdem höchste Effizienz erzielt werden.
Die größeren Baureihen sind durch ein variables, manuell einstellbares inneres Volumenverhältnis Vi zwischen Saug- und Druckgas auf die Betriebsbedingungen stufenlos einstellbar bzw. durch eine Schaltung zwischen Sommer/Winter- oder Tag/Nacht-Betrieb umstellbar.
Als Ergänzung zum halbhermetischen Verdichter bietet SRM eine auf SRS-optimierte Baureihe von Ölabscheidern an. Je nach Auslegung und Anwendung können die Ölabscheider auf die benötigte Kapazität und Ölabscheidungsrate ausgelegt werden. Auf vorbereiteten Sattel-Schweiß-Blechen können Anlagebauer flexibel und zeitsparend Konsolen zur Montage von bis zu drei Verdichtern in Längs- oder Querrichtung anbringen. Mittels der angebrachten vertikalen Schweißbleche können Drucktafeln und Schaltkästen angebracht werden, was einen Rahmen in der Regel erübrigt und zur Kosten- und Platzeinsparung beiträgt.
Die konsequente Marktorientierung in enger Zusammenarbeit mit Anwendern führte zur Entwicklung der SRS-C-Baureihe von kompakten halbhermetischen Schraubenverdichtern. Sie sind mit einem dreistufigen Ölabscheider ausgerüstet und damit für kompakte Kaltwassersätze zur Prozesskühlung oder für Klimaanwendungen prädestiniert.
Das Anwendungsfenster erlaubt den Einsatz von Verdampfungstemperaturen von – 25 °C bis + 15 °C und Verflüssigungstemperaturen bis + 55 °C und erschließt damit Anwendungen mit luftgekühlten Verflüssigern auf ideale Weise.
Ein, von externen Steuerungsinputs unabhängiges, automatisches, patentiertes Vi-Anpassungssystem sorgt für optimale Betriebsbedingungen. Das Ölmanagementsystem ActiFlow stellt automatisch sicher, dass die richtige Ölmenge in den Verdichtungsprozess zur Kühlung, Schmierung der Lager und Dichtung der Rotoren gelangt, welche wirklich benötigt wird. Diese Maßnahme führt zu einer Steigerung der Effizienz da besonders im Teillastbereich weniger Öl den Verdichtungsprozess durchläuft.
SRS-C erlaubt die einfache Integration in hoch-effiziente Kaltwassersätze mit Ammoniak als Kältemittel. Durch Wegfall eines externen Ölabscheiders kann die Kältemittelmenge weiter reduziert werden, der geringere Verrohrungsaufwand spart Kosten und trägt zu einem geringeren Leckagerisiko bei und hilft bei der Reduzierung des Platzbedarfs. Die Markteinführung erfolgt mit derzeit drei Modellen, welche sukzessive ausgebaut werden.

Bild: SRMTEC
Bild: SRMTEC
Erfolgreiche Projekte mit neuen Produkten
Mit diesen neuen Produkten wurden in den letzten Jahren erfolgreiche Projekte realisiert. So konnte in der Eisbahn Braunlage im Juli 2017 ein SRS14M Duo-Pack mit einer Kapazität von 575 kW als Ersatz einer bestehenden alten Anlage in Betrieb genommen werden. Die Herausforderung war der geringe zur Verfügung stehende Platz am Aufstellungsort und die schwierige Einbringung. Die Lösung war die lineare Anordnung der Verdichter. Der besonderen Anwendung „Eisbahn“ wird durch Einsatz von zwei Verdichtern, welche nur für den zu Beginn der Saison notwendigen Eisaufbau gemeinsam in Betrieb gehen, Rechnung getragen. Das Fehlen einer Wellenabdichtung reduziert das Risiko, dass diese während der Standzeit außerhalb der Saison austrocknet und danach Leckagen auftreten. Dieses Risiko tritt insbesondere bei saisonalen Anwendungen wie der Weinproduktion, Eismaschinen in fischverarbeitenden Betrieben mit saisonalem Fischaufkommen oder bei reinen Stand-by/Notkühlungen auf.
Das weltweit erste Klimatisierungsprojekt mit dem Kältemittel Ammoniak konnte 2018 in Eindhoven in einem gemischten gewerblich genutzten Wohnkomplex realisiert werden. Anforderung hierfür war eine hocheffiziente Kühlung im Sommer und Heizung im Winter. Dabei musste der Besorgnis gegenüber Ammoniak Rechnung getragen werden. Die Lösung waren zwei unabhängig betriebene SRS14SR Anlagen mit jeweils 400 kW Kälte- und 426 kW Wärmeleistung. Durch das technisch dauerhaft dichte Bauprinzip, der halb-hermetischen Verdichter ohne Wellenabdichtung, optimierter Kältemittelmenge und dem Einsatz von Plate-in-Shell Wärmetauschern, wurde das Leckagerisiko minimiert und die erforderliche Akzeptanz erzielt.

Bild: SRMTEC

Bild: SRMTEC
Weitere Premiere
Die Forderung, ein hocheffizientes Kältesystem für tiefe Temperaturen, so zu konzipieren, dass es nach einem temporären Einsatz nach Fertigstellung der Erweiterungsinvestition verlagert werden kann, führte 2018 zu einer weiteren Premiere. Anstelle der traditionellen Lösung einer Boosterlösung mit zwei Aggregaten war der Einsatz eines zweistufigen Duopacks die Lösung. Der halbhermetische Zweistufenverdichter SRS1612LS erzielt bei geringerer Baugröße eine höhere Effizienz als ein Boostersystem. Als Duopack in Reihe auf einem Rahmen mit einem gemeinsamen vertikalen Ölabscheider konnte ein schmales Aggregat erzielt werden, welches in einen Standard Container als Maschinenraum eingebracht wurde.
Das Modul mit Qo: 380 kW bei Betriebsbedingungen von te: -35 °C und tc: +45 °C für den temporären Einsatz ist mit einem luftgekühlten Verflüssiger ausgestattet und kann leicht verlagert werden.
Die flexible Anordnung der SRS-Verdichter als Single-, Duo- oder Triplepack macht die Kombination zusammen mit den optimierten Ölabscheidern zur perfekten Lösung von Kaltwassersätzen zur Prozesskühlung. Durch Invertersteuerung in Verbindung mit Mehrverdichterlösungen können Teillastprofile perfekt abgebildet werden. Die Entscheidung einer Käserei für 3 x SRS16 wurde durch deren geringe Wochenendlasten und durch stark saisonale Schwankungen maßgeblich beeinflusst.
Geringer Platzbedarf durch die kompakte Bauweise waren der ausschlaggebende Grund für den Einsatz eines Aggregates bei der Expansion einer Brauerei zur Prozesskühlung durch 2 x SRS10L: Qo: 2 x 160 kW bei te: -6 °C und tc: +45 °C. Ein bestehender Maschineraum konnte genutzt werden und ein Neubau vermieden werden.
Wartungsarme und technisch dauerhaft dichte halbhermetische Verdichter beim Einsatz des natürlichen Kältemittels Ammoniak in unmittelbarer Nachbarschaft zum Wohngebiet ließen die Wahl des milchverarbeitenden Betriebs auf die SRS Verdichter fallen. Sie sind aufgebaut in zwei redundanten Duopacks mit jeweils 223 kW Kälteleistung zur Käsereifung bei konstanten Temperaturen mittels Glycolkühlung. So konnten umweltpolitische Motivation, Prozesssicherheit und der Gesundheitsschutz von Mitarbeitern und nahegelegener Wohnbevölkerung in Einklang gebracht werden.

Bild: SRMTEC

Bild: SRMTEC





